
Plating Plant Automation and SCADA
Plating Plant Automation and SCADA
Plating plant automation is controlled through an advanced SCADA software. The system can be accessed from an on-site PC or remotely via devices such as PCs and tablets. The communication infrastructure is established through an Ethernet network.
Centralized Control and Monitoring with SCADA
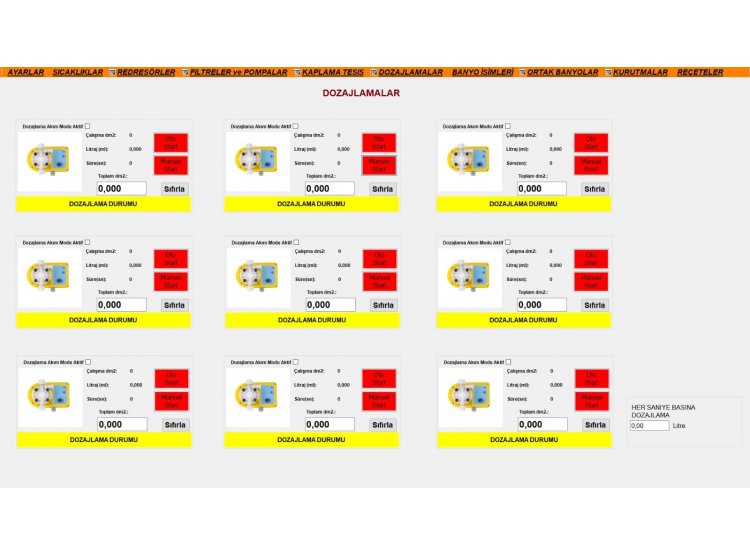
The SCADA software enables:
Control,
Real-time monitoring,
Data logging of all active and passive instruments across the facility. Robots within the plant communicate with the main system via wireless connectivity. Robot positions are adjusted with high precision using laser distance sensors or barcode positioning control systems.
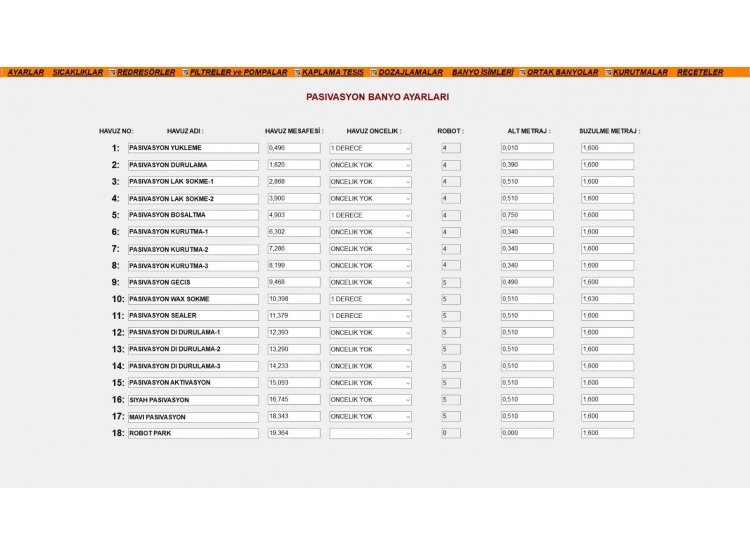
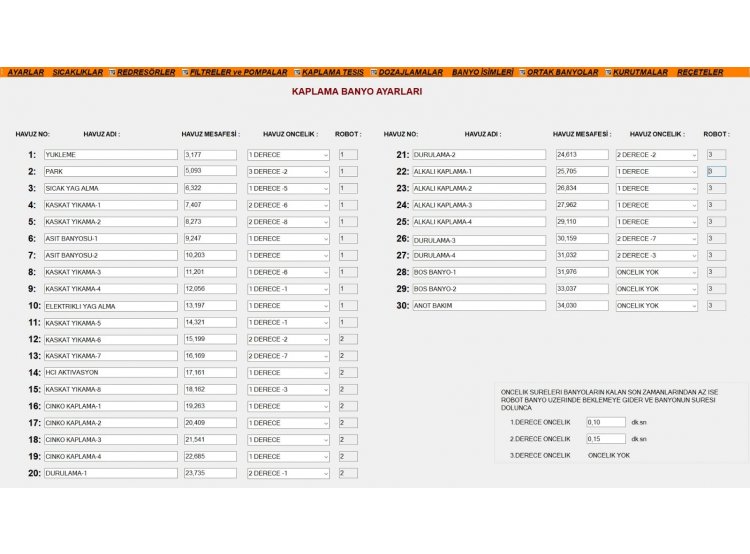
Recipe Management and Process Control
Recipes created through the system contain all critical parameters of the plating process:
Route map for racks or barrels
Immersion and dripping (drain) times
Rectifier current and voltage values
Delayed start times
Lift-and-dip repetition counts
Current density settings
Barrel rotation and rack oscillation (shaking) options
Dripper control and speed settings
Up to 1,000 recipes can be created in total. New recipes can be prepared quickly by copying from existing ones.
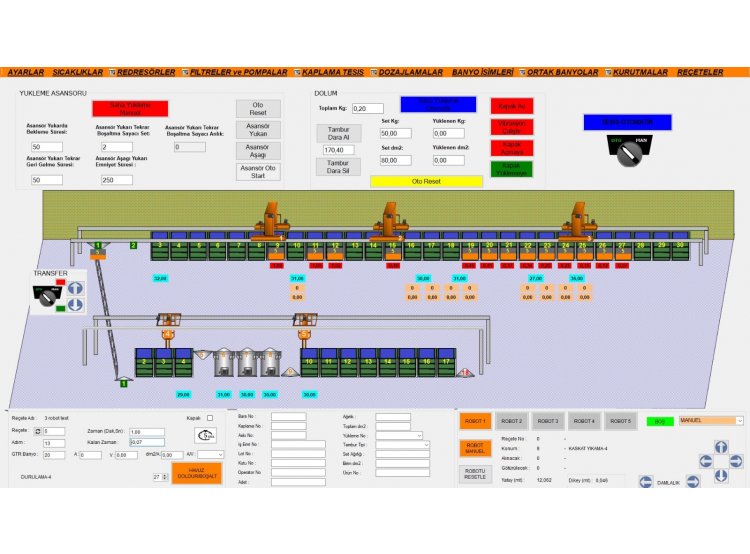
PLC-Supported Automated Operation
At least 20 of the active recipes are stored in the PLC memory for automated operation. Racks or barrels can be operated seamlessly with different recipes in succession. In the event of a PC failure, automated operation can continue without interruption by selecting recipes directly via the operator panel (HMI).
Flexible Automation and Manual Control
When the system is in automatic mode, one robot can operate in manual mode while the other continues in automatic mode. This structure provides high production flexibility and operational control. Operators can intervene in the following parameters within an active recipe:
Recipe and recipe steps
Immersion/dwell times
Current and voltage values
Work orders, lot, and box numbers
Quantity and weight information
Busbar or barrel numbers
Smooth Motion and Product Protection
Through the SCADA system, the following robot dynamics can be controlled:
Horizontal and vertical movements
Acceleration and deceleration ramps
This ensures smooth robot motion, minimizing material oscillation and protecting the workload.
Route map for racks or barrels
Defines the sequence and specific tanks the rack or barrel will pass through during the process.
Immersion and dripping times
Optimizes plating quality by adjusting dwell and drainage times between tanks.
Rectifier current and voltage values
Enables precise control of current and voltage values suitable for the plating process.
Delayed operation times
Ensures that rectifiers and equipment are activated with defined time delays.
Dripper control and speed settings
Reduces material loss and splashing by controlling dripping and movement speeds.
Surface Treatment Automation
Quality Control, Alarm, and Reporting
Limits can be defined based on parameters such as:
Processing time (Dwell time) in the tank
Drawn current
Applied temperature
Based on these limits, the OK / REJECT status of the products can be visually monitored, and detailed historical reports can be generated. All malfunctions and alarm conditions are archived within the system and can be analyzed using product-based filtering.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}