
Kaplama Tesisi Otomasyonu SCADA
Kaplama Tesisi Otomasyonu SCADA
Kaplama tesisi otomasyonu, gelişmiş bir SCADA yazılımı üzerinden kontrol edilmektedir. Sistem; tesis içerisindeki bir PC’den veya uzaktan bağlantı ile PC, tablet gibi cihazlar üzerinden erişilebilir. Haberleşme altyapısı Ethernet ağ yapısı ile sağlanır.
SCADA Yazılımı ile Merkezi Kontrol ve İzleme
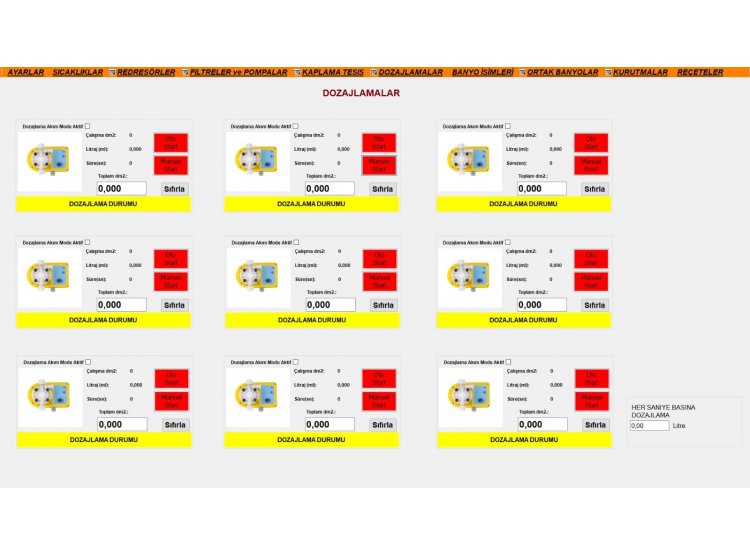
SCADA yazılımı, tesis üzerindeki tüm aktif ve pasif enstrümanların;
Kontrol edilmesini
Anlık izlenmesini
Veri kaydı (loglama) yapılmasını
sağlar. Tesis içerisinde bulunan robotlar, ana sistem ile kablosuz (wireless) haberleşme kurar.
Robot pozisyonları, lazer mesafe sensörleri veya barkod pozisyon kontrol sistemleri ile yüksek hassasiyetle ayarlanır.
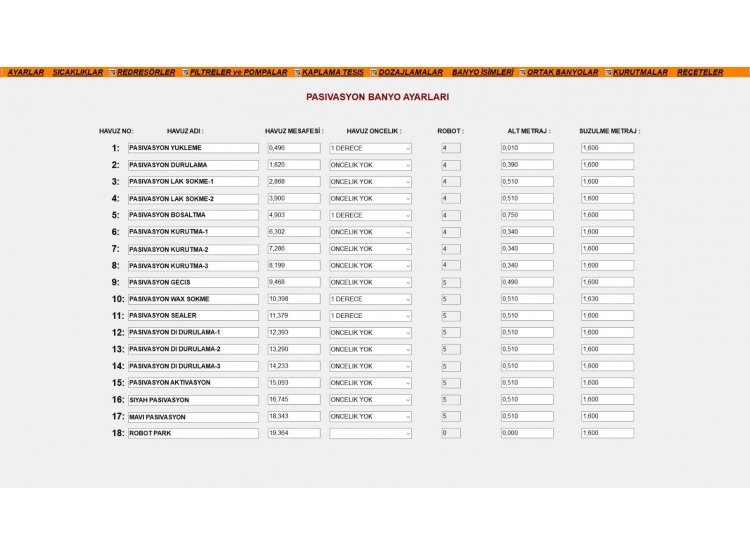
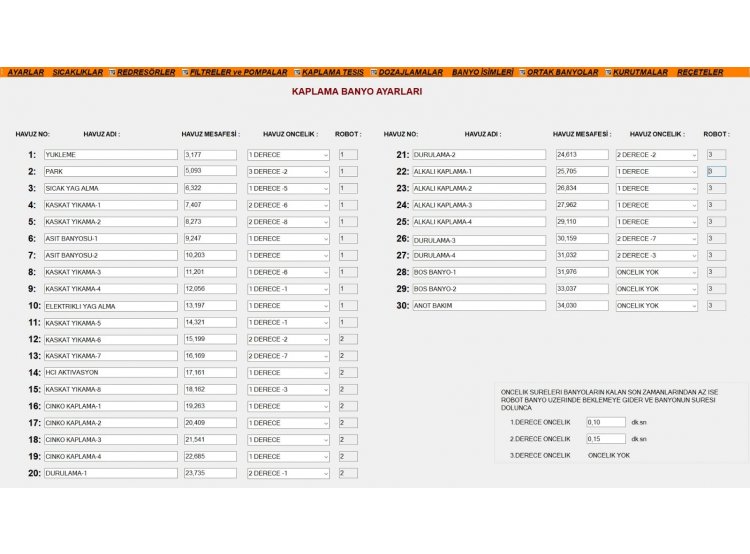
Reçete Yönetimi ve Proses Kontrolü
Sistem üzerinden oluşturulan reçeteler, kaplama prosesine ait tüm kritik parametreleri içerir:
Askı veya tamburun izleyeceği yol haritası
Bekleme ve süzülme süreleri
Redresör akım ve gerilim değerleri
Gecikmeli çalışma süreleri
Kaldır–daldır tekrar sayıları
Akım yoğunluğu ayarları
Tambur döndürme ve askı sallama seçenekleri
Damlalık kontrolü ve hız ayarları
Toplamda 1000 adede kadar reçete oluşturulabilir. Yeni reçeteler, mevcut reçetelerden kopyalanarak hızlıca hazırlanabilir.
PLC Destekli Otomatik Çalışma
Çalışılan reçetelerden en az 20 adedi, otomatik çalışma için PLC hafızasında tutulur. Askı veya tamburlar, arka arkaya farklı reçeteler ile sorunsuz şekilde çalıştırılabilir.
Olası PC arızalarında, operatör paneli üzerinden reçete seçimi yapılarak otomatik çalışmaya kesintisiz devam edilebilir.
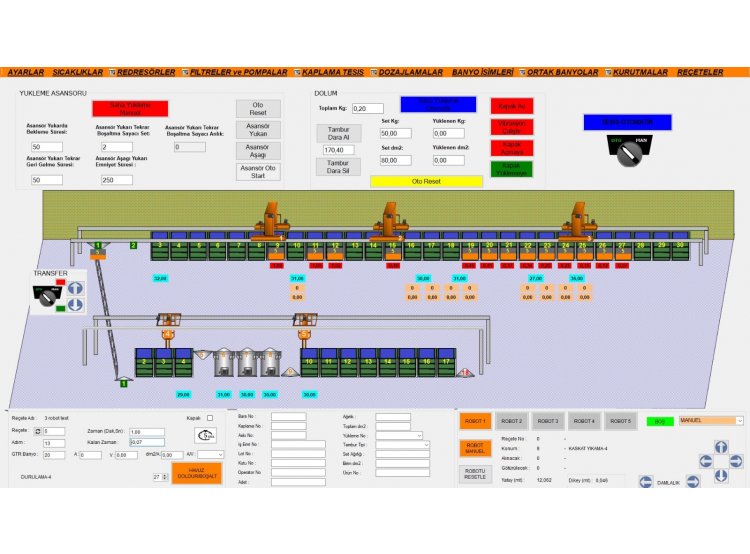
Esnek Otomasyon ve Manuel Kontrol
Sistem otomatik moda alındıktan sonra, robotlardan biri manuel modda çalışırken diğeri otomatik modda çalışabilir. Bu yapı, üretim esnekliği ve operasyonel kontrol sağlar.
Operatör, aktif bir reçete üzerinde aşağıdaki parametrelere müdahale edebilir:
Reçete ve reçete adımları
Bekleme süreleri
Akım ve voltaj değerleri
İş emri, lot ve kutu numarası
Adet ve ağırlık bilgileri
Bara veya tambur numarası
Yumuşak Hareket ve Ürün Koruma
SCADA sistemi üzerinden robotların:
Yatay ve dikey hareketleri
Kalkış ve duruş rampaları
kontrol edilebilir. Bu sayede robotlar yumuşak hareket eder, malzeme sallanması minimum seviyeye indirilir.
Askı veya tamburun izleyeceği yol haritası
Askı veya tamburun proses boyunca hangi banyolardan, hangi sırayla geçeceğini tanımlar.
Bekleme ve süzülme süreleri
Banyolar arası bekleme ve süzülme zamanlarını ayarlayarak kaplama kalitesini optimize eder.
Redresör akım ve gerilim değerleri
Kaplama prosesine uygun akım ve voltaj değerlerinin hassas şekilde kontrol edilmesini sağlar.
Gecikmeli çalışma süreleri
Redresör ve ekipmanların tanımlanan sürelerle gecikmeli olarak devreye girmesini sağlar.
Damlalık kontrolü ve hız ayarları
Sıvı damlamasını ve hareket hızlarını kontrol ederek malzeme kaybını ve sıçramayı azaltır.
Scada Sistemi
Kaplama Tesisi Otomasyonu
Kalite Kontrol, Alarm ve Raporlama
Kazandaki ürünlerin;
Kalma süresi
Çekilen akım
Uygulanan sıcaklık
gibi parametrelerine göre limitler tanımlanabilir. Bu limitlere göre ürünlerin OK / RED durumu görsel olarak izlenebilir ve geçmişe dönük detaylı raporlar alınabilir.
Oluşan tüm arıza durumları sistemde arşivlenir ve ürün bazlı filtreleme ile analiz edilebilir.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}